At the Hultafors factory in western Sweden, a century-old product tradition has been invigorated with state-of-the art automation technology from B&R – reducing five machines to one in the process. The dramatic increase in productivity, along with quality materials and workmanship, has been key to the tool-making specialist's ability to buck trends and keep production local.
Patrik Tholinsson casually flips the folding rule between his fingers, effortlessly expanding it to its full length in under three seconds. "The bright red tips are our product's most important brand signal," notes the Hultafors mechanical engineer. The ruler's classic design – Swedish glass birch with a glossy lacquered finish and those signature red tips – has hardly changed throughout a hundred years of production.
The product itself is strikingly simple: ten wooden segments held together by coated steel joints. Yet this hasn't kept Hultafors from retaining its position as the brand of choice for craftsmen in Sweden and all over Europe. Made to withstand 10,000 folds, the rule's quality lies in subtle details like the flexibility, strength and light weight of the materials.
Keeping production local
Still, the question arises: How can a low-tech product thrive in a country where high salaries have driven a constant shift toward more high-tech products? "Tradition and brand awareness are two main reasons why our folding rule has remained a preferred tool for professional craftsmen," Tholinsson explains during a tour of his factory in the rural village of Hultafors, about an hour drive from Gothenburg.
In addition to the quality materials and workmanship, Hultafors' ability to keep production local also relies on production efficiency. "Automation itself may not bring home simple manufacturing jobs like before," explains Automation Engineer Magnus Moldin, "but it makes us profitable enough to keep industrial production in Sweden."

The challenge of productivity
Hultafors is a division of the Hultafors Group, whose products include all types of hand tools, ladders and workwear. Hultafors is unique among hand tool producers, having also developed the machinery used to make its tools. Manufacturing the equipment in-house gives Hultafors control over the production process and handling of materials, including the wood, brass elements and cold-rolled steel rivets.
Productivity requirements have risen steeply over the years. Until 2014, the folding rules were made by five separate units, each specializing in a particular version of the product with a given thickness and selection of materials. "When we started looking at how we could make the next leap in productivity," explains Moldin, "it became clear that a vital part of the solution would be to have a single production chain and a centralized control panel."
Hultafors also wanted to replace mechanical and pneumatic technology with servo technology as much as possible. A modernized control system would need to import cam data and control multiple axes simultaneously. "In many ways, what we were building had to work like a packaging line, but with greater complexity and precision down to a thousandth of a millimeter," explains Moldin.
The project itself was a major challenge for Hultafors. It would take a year of machine design and another of construction before the equipment would begin production in the spring of 2016. Hultafors evaluated several machinery suppliers in search of the necessary control precision and dynamic movement. In the end, the choice fell on B&R and POWERLINK communication technology.
Total package with mutual benefits
According to the project group, the choice in favor of B&R was based on a combination of hard and soft values. "Other suppliers could have provided us with the hardware, but only B&R was able to offer us the support we needed all the way through design and implementation," says Tholinsson. "They deliver a total package of state-of-the-art automation technology, seamless support and expert co-development."
Hultafors and B&R found mutual benefit in their collaboration. Hultafors engineers started the project with some important open questions, such as how many motors would be required. "B&R knew how to construct control systems, we knew how to construct production lines," clarifies Lars Ceder, production technician and key player at Hultafors for decades.
Hultafors chose to use an ACOPOSmulti servo drive system, which allowed them to scale and easily configure the equipment step-by-step as the project progressed. The number of motors increased gradually, and by using openSAFETY technology, the line's safety functions were ensured throughout the project.

All the elements of success
Completion of the new production line would rely on achievement of some clearly specified criteria. First, the entire solution would be developed in a single environment: B&R's Automation Studio. It would rely on the open, Ethernet-based POWERLINK real-time bus and feature integrated safety technology with openSAFETY.
Both the hardware and software would be developed on-site and would draw on experience from the packaging industry. Application developers from B&R would provide on-site support and be accessible when key Hultafors personnel were absent. Cam automat and mapp software technology would be implemented with the assistance of B&R engineers. The B&R cam automat allows machine operators to change movement profiles dynamically without requiring any new calculations on the controller.
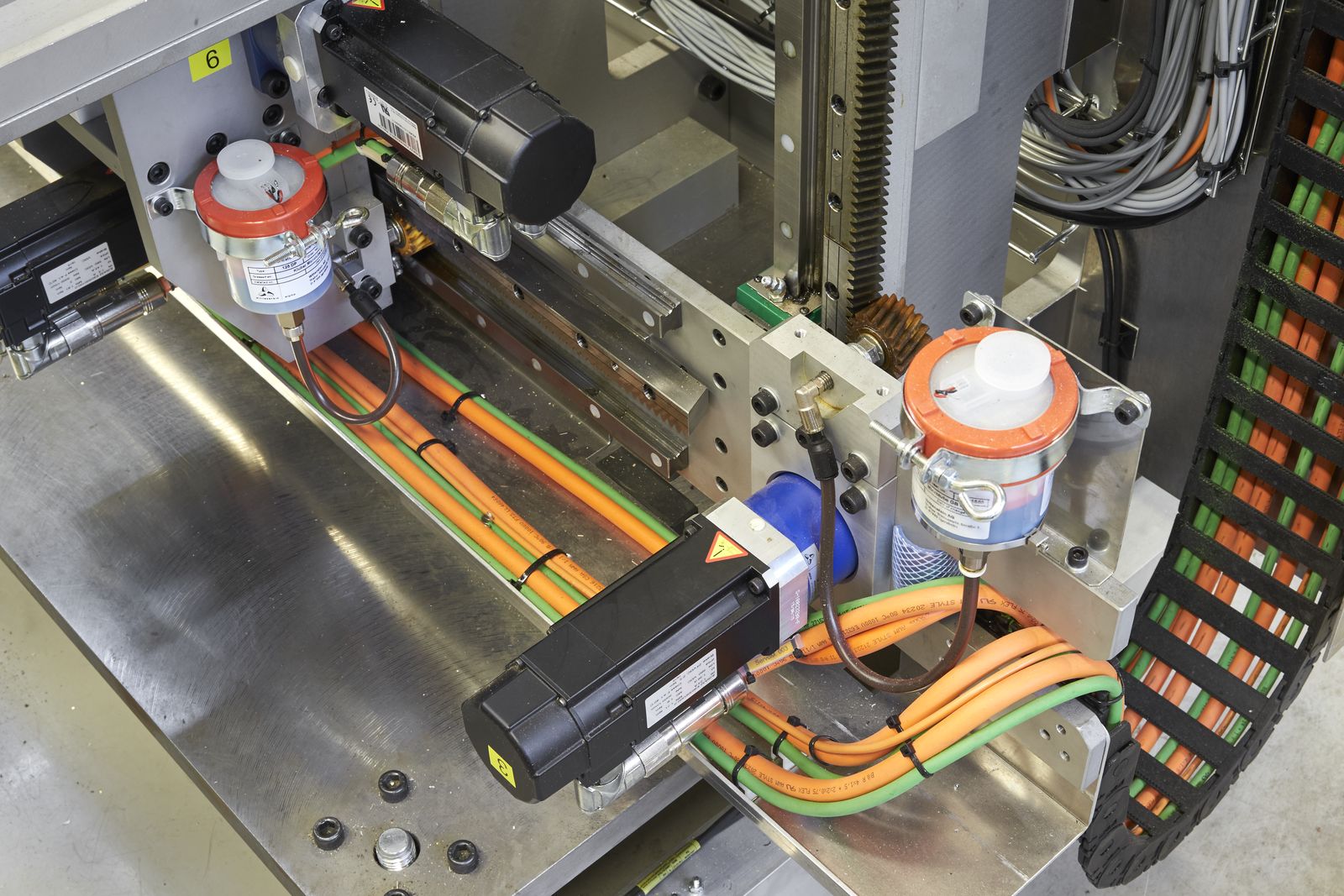
The line features a total of 52 B&R servo motors controlled by ACOPOSmulti drives, six stepper motors controlled by X20 modules and four asynchronous motors controlled by ACOPOSinverters. Nearly 60 pneumatic cylinders were implemented using two Festo CPX system valve terminals directly connected via POWERLINK. Fifteen emergency stops, ten safety doors and two light curtains were all connected and integrated via openSAFETY. The ACOPOSmulti units made it possible to mount the servo motors compactly and share energy between drives. This makes it possible to determine differences between the individual packets.
More productive development
As one of the first implementations of B&R's mapp Technology software framework, the cooperation with Hultafors helped B&R optimize its new technology. Hultafors now plans to use mapp to simplify and accelerate software development in all future projects.
The positive leaps that could be achieved with mapp Technology quickly became evident. Particular advantages included a function to enable and disable synchronization of the virtual servo axes and cam automats that had replaced fixed mechanical cams. Restart times dropped and both the halting and start-up procedures were synchronized. Another advantage was better access to the machinery for service.
Details about the production line's design and just how many folding rules it can produce per minute – these are secrets that Hultafors prefers to keep to itself. The productivity gains have certainly been substantial, and production that previously occupied five separate machines now only needs only one. Setup times have been reduced and flexibility has increased dramatically.
The next step for Hultafors
According to Hultafors' engineers, the new control system places very few limits on what they can develop. Plans are underway for integrating an error handling system and for gradual implementation of Industrial IoT technology. Thanks to the flexible new control system, Hultafors is set to start production of a longer, 2.4-meter folding rule as well as new equipment for producing longer measuring tapes manufactured at another Hultafors Group site.
"When a supplier is able to act as a full partner on the production site," concludes Moldin, "developing new technology is a much smoother and more reliable process."

The advantages of POWERLINK, openSAFETY and Automation Studio
Completion of the new production line would rely on achievement of some clearly specified criteria. First, the entire solution would be developed in a single environment: B&R's Automation Studio. It would feature a POWERLINK real-time bus and integrated safety technology with openSAFETY.
 | Patrik Tholinsson Mechanical Engineer, Hultafors "Other suppliers could have provided us with the hardware, but only B&R was able to offer us the support we needed all the way through design and implementation. They deliver a total package of state-of-the-art automation technology, seamless support and expert co-development." |