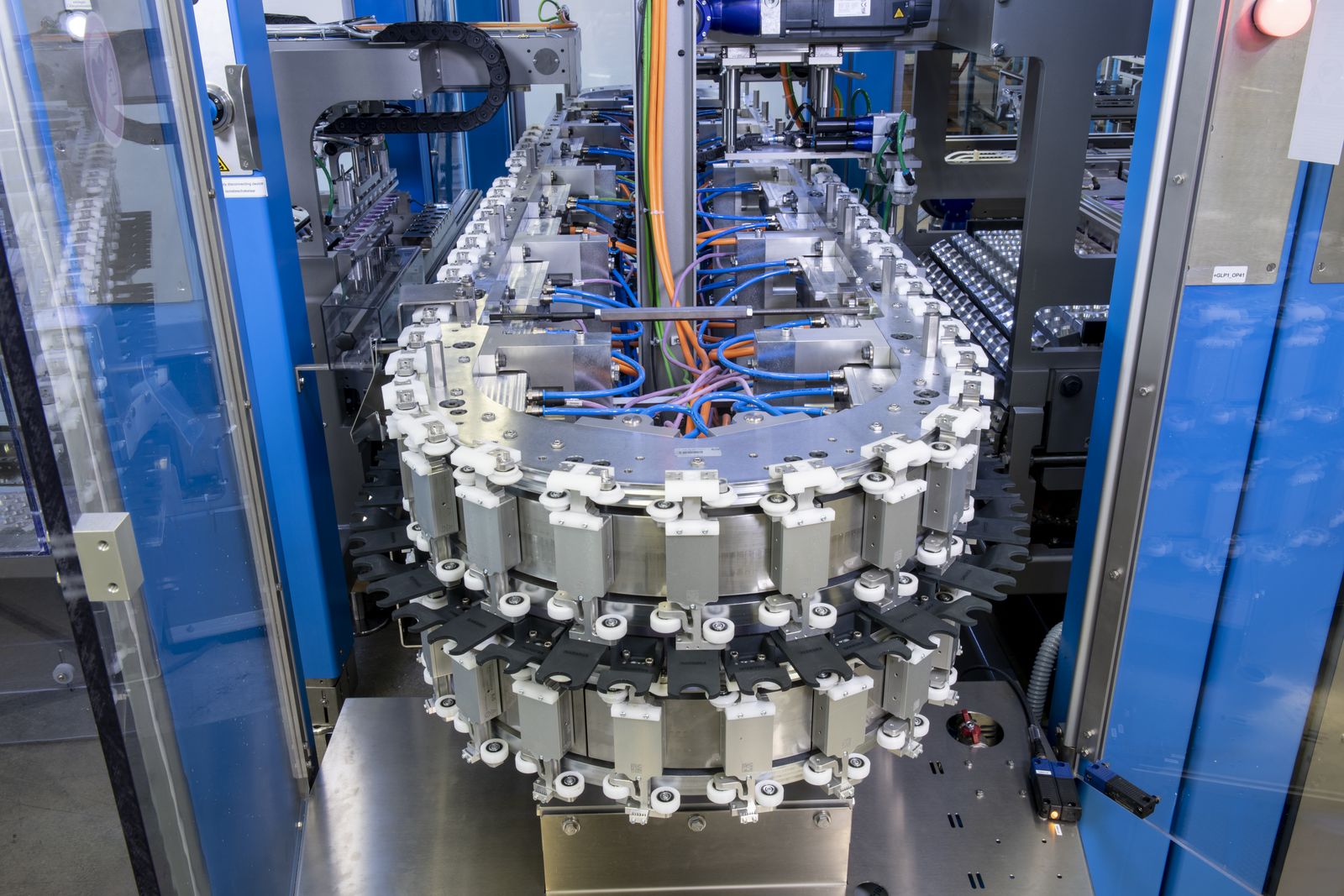
Connecting individual machine modules to form a continuous line can be a lot of work and take up a lot of space. Optima has joined a filling and packaging machine in a way that reduces the footprint by nearly four meters. It's made possible by a unique solution featuring B&R's intelligent ACOPOStrak transport system.

Optima machines and lines have used material transport systems from B&R and other suppliers for many years. "When designing a line, one of the main challenges is how to connect all the different machine modules," says Andreas Dreschner, technical sales manager at Optima. When Optima kicked off the project, they evaluated possible transport systems to interface between the filling and packaging units. "For our application, there was no other system that offered the same kind of flexibility or met our requirements for speed and dynamics the way ACOPOStrak does," explains Dreschner.
The new application was used in a filling and packaging line for a food retailer to produce single-serve aluminum coffee capsules. Each shuttle was equipped with a product carrier to hold one coffee capsule, which means that each capsule can be moved through the line entirely independently of the rest. That makes it possible to group together any number of capsules on the fly during transport.
Seamless production flow
"One challenge with this application were the gaps that arise during the manufacturing process," says Dreschner. That happens, for example, when capsules are rejected for failing to pass quality inspection. Since even a slight deviation in weight, an imperfect seal or minor offset in the position of the lid can cause a capsule to be rejected, plant operators assume a reject rate of around 0.2 to 0.3 percent. "The capsules are typically packed in cartons of ten or more," adds Dreschner, "so that ultimately leads to an even larger percentage of defective cartons."
Thanks to the ability of ACOPOStrak shuttles to move independently, any gaps in the production flow can easily be closed. Any capsules that fail to pass quality inspection are sorted out right away. "ACOPOStrak immediately moves up the next capsule, and the flow of products continues without missing a beat," Dreschner explains.
Flexible grouping
After filling and sealing the coffee capsules, the filling line passes on twelve capsules at a time for the next production step. The infeed of the packaging line, on the other hand, has fifteen lanes. Here, again, the production line benefits from the flexible shuttles of the B&R transport system. ACOPOStrak receives groups of twelve capsules from the filling machine, and by the time they reach the packaging infeed, they've been regrouped in sets of fifteen.

Configure sets on the fly
Different sets of products to be packaged together are usually arranged using feed screws, feed wheels, belts and chains. For the machine to produce a different set configuration, the hardware needs to be modified by hand. With Optima's system, the shuttles make it drastically easier to change between sets. The configurations can be changed on the fly during operation, simply by selecting the corresponding recipe on the operator terminal.
Four meters saved
In terms of footprint, Optima's innovative solution has a clear advantage over systems that use conventional technology for product grouping. "With a conventional construction using screws, the grouping function requires a machine frame with two fields, each 220 centimeters long," explains Dreschner. "The ACOPOStrak solution, however, adds just 80 centimeters to the overall length of the system, so it's almost four meters shorter than before."
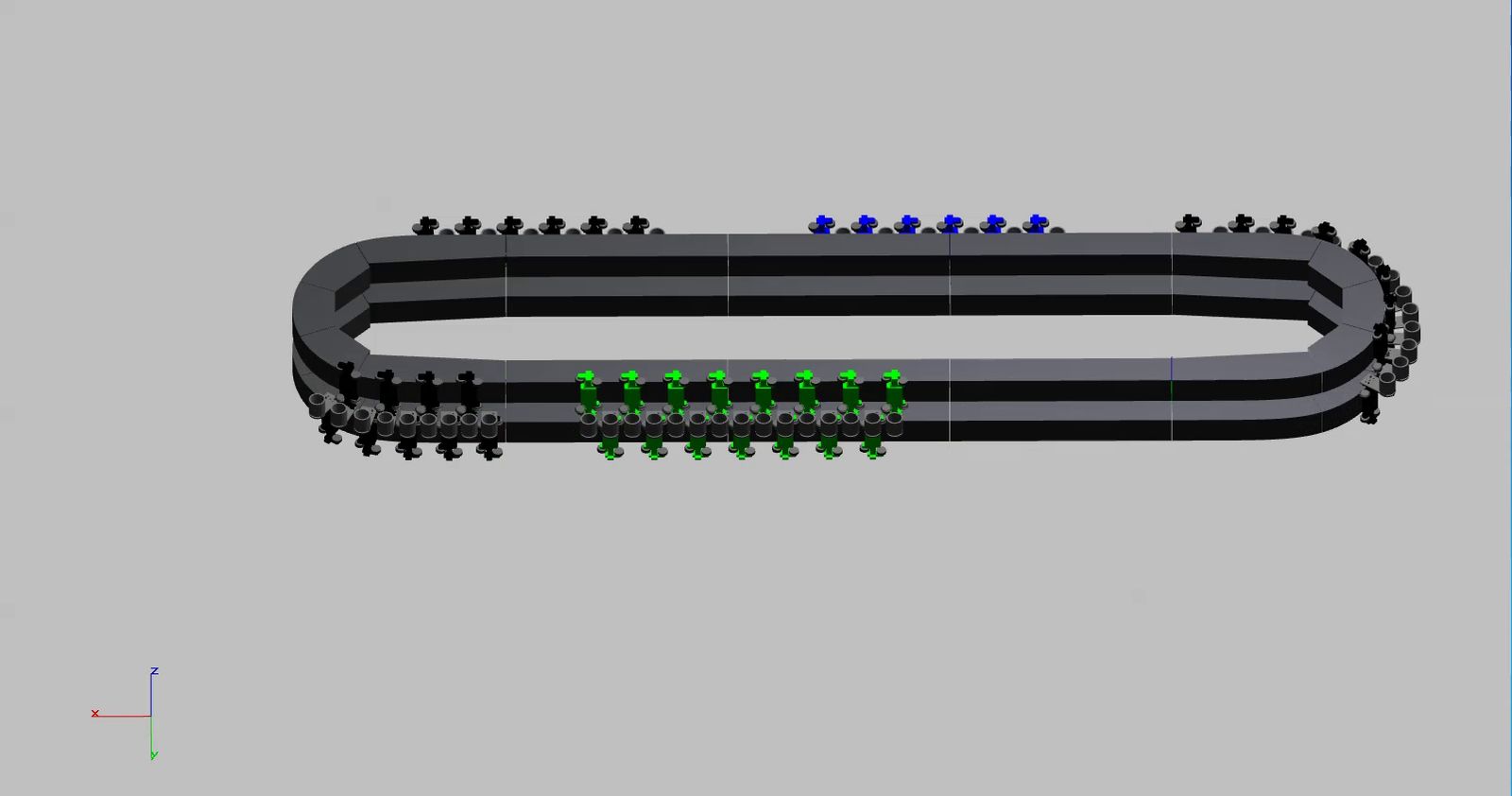
Nevertheless, it achieves a higher throughput than its conventional counterpart: The food retailer produces and packages 720 capsules in 72 cartons every minute. There are a total of 80 shuttles in circulation. They are distributed over two separate, stacked oval tracks, each 7.2 meters long.
One reason for the division into two tracks was the required spacing between the products of under 50 mm, although the shuttles themselves are already 50 mm wide. The track ovals and the product carriers are therefore designed in such a way that the grippers of the upper oval and those of the lower oval come to rest alternately at the same level. At this level, the product carriers are each only about 40 mm wide, so the required product spacing of under 50 mm can be achieved.
Gentle transport
Despite the dynamic performance, the handling of the capsules is remarkably gentle. "Compared to a conventional grouping process, we have significantly reduced the number of production steps," says Dreschner. "The product carriers also prevent the capsules from bumping into each other during regrouping." ACOPOStrak is therefore particularly well suited for sensitive products like the high-end single-serve aluminum coffee capsules.
Targeted engineering through simulation
The intelligent simulation options offered by B&R's engineering software were a great help in developing the machine. "The ability to run simulations on our initial concept is how we realized early on that one track would not be enough," Dreschner says.
"After splitting it into two tracks and repeating the simulation, we were able to move forward with confidence that the transport process would run as planned and that we would hit the customer's performance targets without any unpleasant surprises late in the project." The additional effort for the simulation was minimal. Optima was able to take all the process rules created for the simulation and apply them in the real machine application at the push of a button.
Competitive advantage through innovative technology
The modular design, simple implementation of the shuttle movement, and support from B&R experts all helped Optima get the new technology operational quickly. "ACOPOStrak was still partially in prototype status at the beginning of the first project," notes Dreschner. "The cooperation was just right all around. From the software developers all the way up to top management – everyone at every level had their eyes on the same goal. That's what enabled us to get the system fit for industrial use in a short time." The efforts have paid off: The first system delivered is running smoothly 24/7 to the satisfaction of all concerned.
And not only that: "The solution really has that 'wow factor' for anyone who sees it in action," Dreschner reports. "There's nothing else like it in our market. It strikes a particular nerve with private label manufacturers, who have to produce for a variety of different customers and have always yearned for exactly the kind of on-the-fly grouping flexibility that we can now offer."
- Advantages of ACOPOStrak grouping
- Footprint savings
- Flexible grouping
- Gapless product flow
- High throughput
- Gentle product transport
- Food-grade design
 | Andreas Dreschner Technical Sales Manager, Optima "For our application, there was no other system that offered the same kind of flexibility or met our requirements for speed and dynamics the way ACOPOStrak does." |