Tilslutning af individuelle maskinmoduler til en kontinuerlig linje kan kræve meget arbejde og tage meget plads. Det er lykkedes Optima at forene en påfyldnings- og emballeringsmaskine på en måde, der matcher de to processer perfekt. Det er nu muligt ved hjælp af en unik løsning med B&R's intelligente ACOPOStrak transportsystem.

"For os maskinbyggere er det altid særligt udfordrende at forbinde forskellige maskinmoduler," siger Andreas Dreschner, teknisk salgschef hos Optima. Da Optima satte gang i projektet i foråret 2019, evaluerede de mulige transportsystemer til interface mellem påfyldnings- og emballageenheder. "Til vores applikation var der ikke noget andet system, der tilbød den samme fleksibilitet eller opfyldte vores krav til hastighed og dynamik, som ACOPOStrak gør," forklarer Dreschner.
Den nye applikation blev brugt for første gang i en påfyldnings- og emballeringslinje til en hollandsk fødevareforhandler, der producerer enkeltvise aluminiumskaffekapsler. Hver shuttle var udstyret med en produktbærer til at rumme en kaffekapsel, hvilket betyder, at hver kapsel kan flyttes gennem linjen helt uafhængigt af resten. Det gør det muligt at samle et vilkårligt antal kapsler undervejs under transport.
Problemfrit produktionsflow
"En udfordring med denne applikation var de huller, der opstår under fremstillingsprocessen," siger Dreschner. Det sker for eksempel, når kapsler afvises, idet de ikke at består kvalitetskontrollen. Da selv en lille vægtafvigelse, en ufuldkommen forsegling eller en lille forskydning i lågets position kan medføre, at en kapsel afvises, antager anlægsoperatører en afvisningsrate på omkring 0,2 til 0,3 procent. "Kapslerne er typisk pakket i kartoner med ti eller flere, så i sidste ende fører det til en endnu større procentdel af defekte kartoner."
Takket være ACOPOStrak shuttlernes evne til at bevæge sig uafhængigt, kan eventuelle huller i produktionsstrømmen lukkes ganske let. Eventuelle kapsler, der ikke består kvalitetskontrol, sorteres fra med det samme. "ACOPOStrak leverer derefter straks den næste kapsel, så produktstrømmen fortsætter gnidningsløst," forklarer Dreschner.
Fleksibel gruppering
Efter påfyldning og forsegling af kaffekapslerne videregiver fyldelinjen tolv kapsler ad gangen til det næste produktionstrin. Emballagelinjen har derimod 15 baner til materialtilførsel. Her opnår produktionslinjen igen fordel af de fleksible shuttles til B&R transportsystemet. ACOPOStrak modtager grupper på tolv kapsler fra påfyldningsmaskinen, og idet de når emballageindføringen, er de blevet omgrupperet i sæt på 15.

Konfigurér sæt undervejs i produktionen
Forskellige sæt produkter, der skal pakkes sammen, arrangeres normalt ved hjælp af foderskruer, fremføringshjul, bælter og kæder. For at maskinen kan producere en anden konfiguration, skal hardwaren ændres manuelt. Med Optimas system gør shuttlerne det drastisk lettere at skifte mellem sæt. Konfigurationerne kan ændres under drift, blot ved at vælge den tilsvarende recipt på betjeningsterminalen.
Fire meter sparet
Med hensyn til footprint har Optimas innovative løsning en klar fordel i forhold til systemer, der bruger konventionel teknologi til produktgruppering. "Med en konventionel konstruktion, der bruger skruer kræver grupperingsfunktionen en maskinramme med to områder, der hver er 220 centimeter lange," forklarer Dreschner. "Den nye ACOPOStrak-løsning tilføjer imidlertid kun 80 centimeter til systemets samlede længde, så det er næsten fire meter kortere end før."
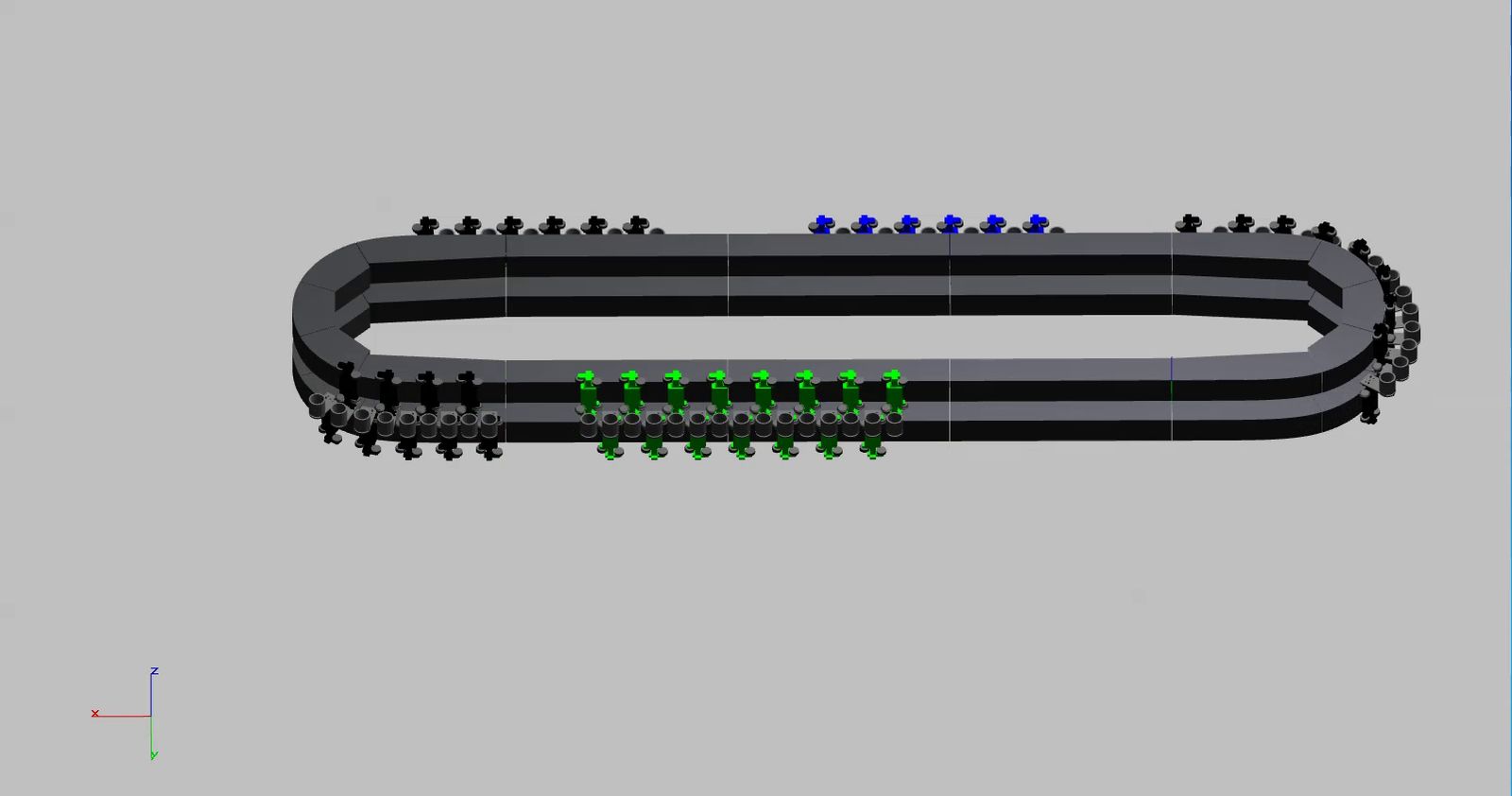
Ikke desto mindre opnår den en højere kapacitet end dens konventionelle modstykke: Den hollandske fødevareforhandler producerer og pakker 720 kapsler i 72 kartoner hvert minut. Der er i alt 80 shuttler i omløb. De er fordelt på to separate, stablede ovale spor, der hver er 7,2 meter lange. Shuttlerne accelererer ved 30 m/s² og når tophastigheder på op til 2,6 m/s.
En årsag til opdelingen i to spor var den nødvendige afstand mellem produkterne på under 50 mm, selvom selve shuttlerne allerede er 50 mm brede. Track-ovalerne og produktbærerne er derfor konstrueret på en sådan måde, at griberne på den øvre ovale og den nederste ovale hviler skiftevis på samme niveau. På dette niveau er produktbærerne kun ca. 40 mm brede, så den nødvendige produktafstand på under 50 mm kan opnås.
Skånsom transport
På trods af den dynamiske ydeevne er håndteringen af kapslerne bemærkelsesværdigt skånsom. "Sammenlignet med en konventionel grupperingsproces har vi reduceret antallet af produktionstrin markant," siger Dreschner. "Produktbærerne forhindrer også, at kapslerne støder ind i hinanden under omgruppering." ACOPOStrak er derfor særligt velegnet til følsomme produkter som high-end single-serve aluminiumskapsler med kaffe.
Målrettet 'engineering' gennem simulering
De intelligente simuleringsmuligheder, der tilbydes i B&R's software, var en stor hjælp i udviklingen af maskinen. "Evnen til at køre simuleringer på vores tidligere koncept er basis for, hvordan vi tidligt indså, at et spor ikke ville være nok," siger Dreschner.
"Efter at have opdelt det i to spor og gentaget simuleringen, var vi i stand til at komme videre med vished om og tillid til, at transportprocessen ville køre som planlagt, og at vi ville ramme kundens performance mål uden ubehagelige overraskelser sent i projektet." Den ekstra indsats til simuleringen var minimal. Optima var i stand til at tage alle de procesregler, der blev oprettet til simuleringen, og anvende dem i den rigtige maskinapplikation med et tryk på en knap.
Konkurrencefordele gennem innovativ teknologi
Det modulære design, enkle implementering af shuttle-bevægelsen og støtte fra B&R-eksperter var alle med til at forkorte Optimas lærringskurve med den nye teknologi. "ACOPOStrak var stadig delvist i prototypestatus i begyndelsen af det første projekt," bemærker Dreschner. ”Samarbejdet mellem alle involverede var rigtig godt. Fra softwareudviklerne helt op til den øverste ledelse - alle på alle niveauer havde øjne for det samme mål. Det var det, der gjorde det muligt for os at få systemet klar til industriel brug på kort tid." Indsatsen har givet pote: Det første system vi har leveret kører allerede problemfrit 24/7 og med fuld tilfredshed for alle parter.
Og ikke kun det: "Løsningen er en sand milepæl for os, og har virkelig en 'wow -faktor' for alle, der ser den i drift," rapporterer Dreschner. ”Der er ikke noget lignende på vores marked. Det rammer en særlig nerve med 'private label'-producenter, der skal producere til en række forskellige kunder og altid har længtes efter præcis den form for fleksibel 'on-the-fly' gruppering, som vi nu kan tilbyde. "
- Fordele ved ACOPOStrak-gruppering
- Besparelser på footprint
- Fleksibel gruppering
- Produktflow uden huller
- Høj gennemstrømning
- Skånsom produkttransport
- Fødevaregodkendt design
 | Andreas Dreschner Technical Sales Manager, Optima "Til vores applikation var der ikke noget andet system, der tilbød den samme fleksibilitet eller opfyldte vores krav til hastighed og dynamik, som ACOPOStrak gør." |