Lenzing AG produces cellulose fibers for textiles and sanitary products. Because the source material is produced continuously but utilized at a rate that fluctuates with demand, the system must be operated with a high level of anticipation that has previously proven difficult to automate. The model predictive control functionality offered by B&R's APROL process control system, however, relieves operators and improves process reliability.
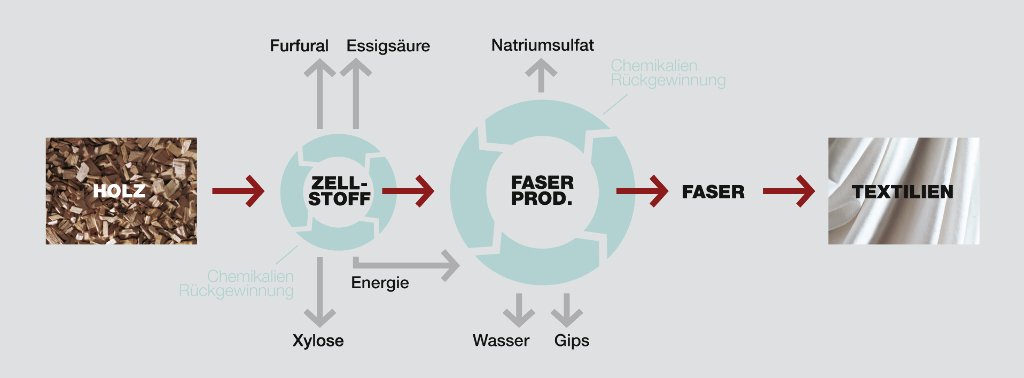
From technical applications to the production of textiles and sanitary products, manufacturers have many different uses for special man-made fibers. Cellulose fibers make up an important part of this global market. Produced from wood, a renewable resource, they are more friendly toward both human skin and the environment than their synthetic counterparts.
With an annual production of 890,000 tons, Lenzing AG counts among the world's leading manufacturers of cellulose fibers. Many consumers are familiar with the Austrian company's products under the brand names TENCEL®, Lenzing Modal® and Lenzing Viscose®.
Beyond PID
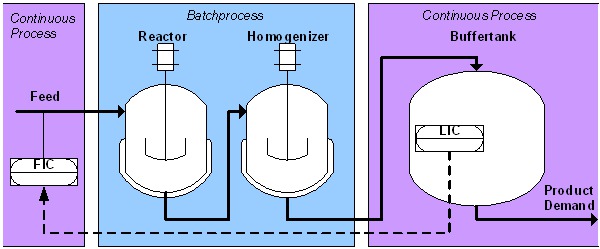
To convert cellulose into finished fibers, the infeed and outfeed must operate continuously while the material between undergoes a two-stage batch process. Supplied at a average rate of 50 tons per hour, the material must first be pre-treated in a reactor and then homogenized before being transported into a 1,000 cubic meter tank. The preliminary product is not taken from this buffer tank at a constant rate, but rather on demand. To minimize the risk of downtime in downstream stations, a constantly high fill level must be maintained. Due to the duration of the upstream batch processes, however, it takes around two hours to react to a fluctuations in demand. This dead time ruled out the use of a PID controller to automate flow rate adjustments.
Instead, the previous solution relied on human operators' ability to make predictions based on past experience rather than simply reacting to a given situation. By adjusting the upstream flow rate in advance, they are able to compensate for downstream disturbances, such as maintenance work. Six plant operators per shift were tasked with this responsibility. Since the effects of each adjustment linger for hours, the hand-off between shifts was always problematic. Considering the serious costs that could be associated with a mistake, only highly experienced employees were trusted with the job.
The challenge was to figure out the optimum feed rate adjustment for dealing with predictable future changes in demand, such as downstream maintenance.
Goal: Automatic fill level regulation
"We've frequently been unhappy with the results at this central location in response to changes in production volume. That gave us the idea to regulate the fill level based on data from the production planning system," says Bernhard Voglauer, the head controls engineer for fiber technology. What Lenzing wanted was a solution that is transparent for plant operators and provides constant control quality across all shifts. "From a previous attempt we had learned that external systems – in addition to being expensive and high-maintenance – require expert knowledge to operate. This time around, our goal was therefore to find a solution that could be seamlessly and completely integrated in the existing APROL process control system from B&R."
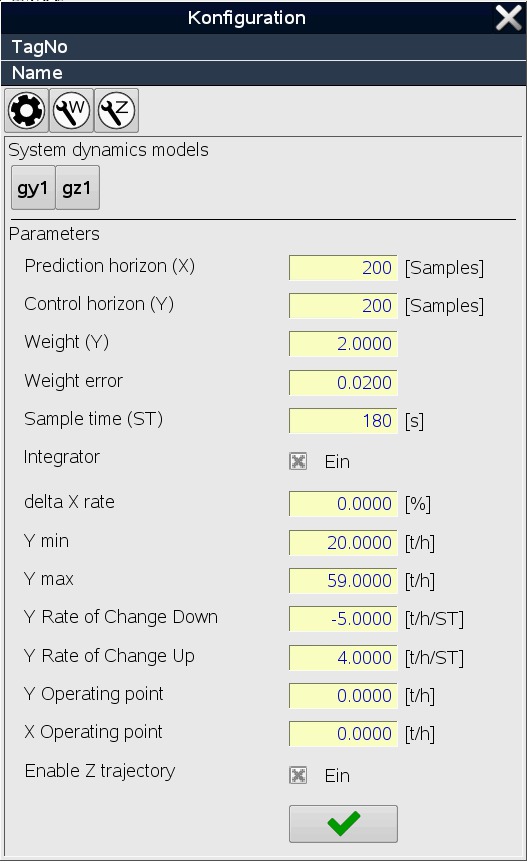
Model predictive control (MPC) presented itself as the perfect solution. MPC calculates the effects of infeed flow rate on future production states based on a dynamic discrete-time model of the process. This takes advantage of the plant operator's knowledge to calculate the optimum infeed flow rate while also accounting for input constraints such as the maximum permitted ramp-up and ramp-down slopes. The control algorithm is executed cyclically in order to pick up any changes to the actual values.
APROL-integrated MPC
Having set this goal, Lenzing worked with B&R to specify its model predictive control requirements, and B&R developed the APROL APC (Advanced Process Control) solution for its APROL process control system. APROL APC is available starting with the current release, APROL 4.0.
"The solution requires the latest version of APROL, but our system runs an older version and we had no plans to upgrade," says Voglauer, recalling what seemed like an obstacle to fully integrating the solution in the existing system. "By installing an APROL APC system with a dedicated X20 controller, however, we were able to cross-communicate with the rest of the system in real time and successfully migrate the MPC solution."
The MPC module uses on a non-parametric impulse response model. "This makes it very easy to enter the model or change it later if necessary," confirms Voglauer. "There is hardly any more input effort than with a PID controller."
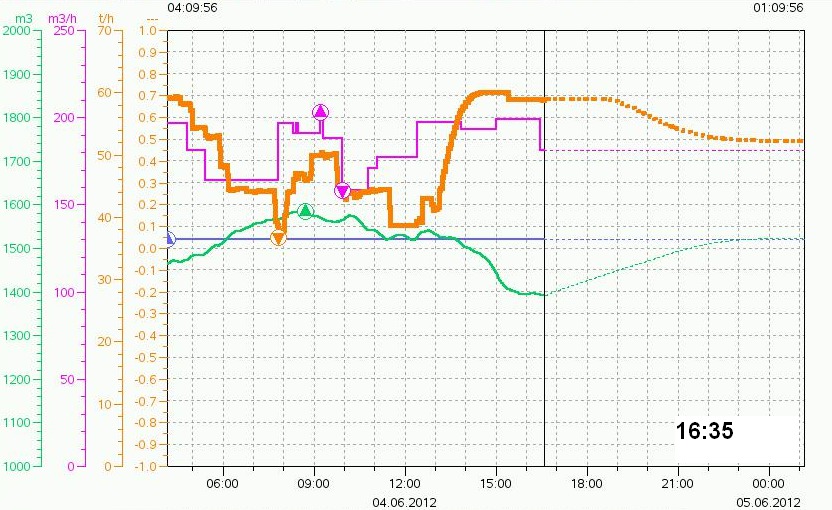
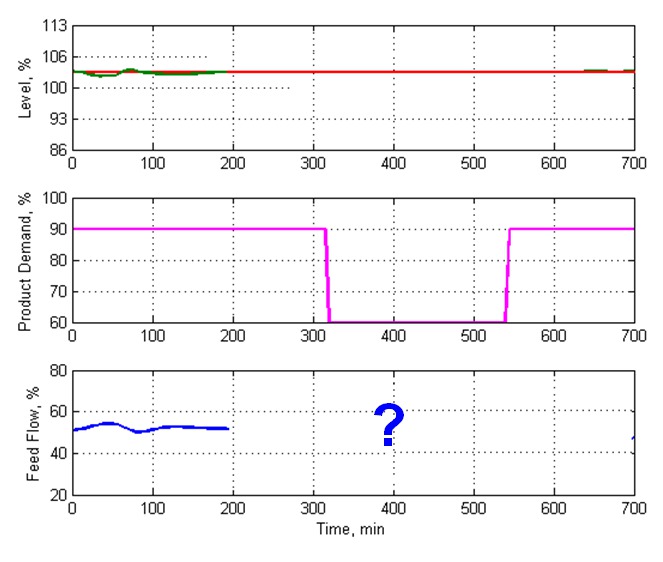
The fill level of the buffer tank (green), the outfeed flow rate (pink) and infeed flow rate (orange) plotted over time with a trend forecast.
Manual or fully automatic
The MPC controller reads the actual values cyclically in three-minute intervals. Optimal infeed flow rate adjustments are determined automatically. This is a very intuitive solution for the plant operators, who often have it running even when operating manually, serving as a sort of GPS navigation system for flow rate regulation.
The standardized HMI application provided with APROL MPC records the changes in flow rate and fill level over time. Unlike the strips of paper produced by the old chart recorder, it displays a continuous trend forecast. This helps visualize future changes in the fill level based on planned utilization, as well as the timing and slope of changes in the infeed flow rate.

"Due to the two hours of dead time in the cellulose conversion process, regulation of the buffer tank's fill level was impossible to automate – until we had an easy-to-use model predictive control solution integrated seamlessly in our APROL process control system." Bernhard Voglauer, Head Controls Engineer, Lenzing AG
GPS and autopilot rolled into one
Unlike a regular navigation system, APROL MPC offers the option of switching to fully automatic mode. "After a little tuning to account for special contingencies, the automatic mode produces results that only the most experienced plant operators can match – particularly when faced with sudden, strong fluctuations in demand," notes Voglauer. "Our operators still like to run things manually, but they appreciate the 'GPS' support and the ability to switch on 'autopilot' during shift changes and in other special situations."
Complemented by an HMI application, an alarm system and other key plant operation functions, the model predictive control solution is available as a SISO system, with a MIMO version currently in development. Often far superior to conventional PID controllers – and just as easy to implement – MPC is sure to quickly replace them in many applications. Voglauer is now working on using MPC to boost process stability in other Lenzing plants.