Despite its long tradition, romantic flair and functional advantages, the cork stopper's reputation has been marred by one unpleasant side effect. In a small percentage of bottles, the phenomenon known as cork taint leaves some wine drinkers with a bad taste in their mouth – and has led to increased use of synthetic closures and screw caps. To restore cork to its rightful place among stoppers, Diam Bouchage has developed the first ever cork purification process based on supercritical fluid extraction – featuring B&R automation from field-level to supervisory control as well as integrated safety.

Wet dog, moldy cardboard, grandma's cellar – the telltale aromas of cork taint alter the taste of wine and render it unenjoyable. As one of the most common faults afflicting bottled wine, the risk of cork taint has played a role in the increased reliance on alternative closures. However, aside from the emotional reactions of wine lovers appalled to find their favorite wine now has a screw cap, the alternatives may also be prone to other types of aroma taint, as well as being functionally unsuited for wines with long-term aging needs.
State-of-the-art technology for authentic wine taste
To retain the functional and aesthetic advantages of cork without the risk of unpleasant side effects, Diam Bouchage, leading French manufacturer of cork stoppers, found a way to extract trichloroanisole (TCA), the primary source of cork taint, along with 150 other undesirable aromatic molecules. The answer is Diamant, a revolutionary process based on supercritical fluid extraction (SFE) using carbon dioxide. Supercritical carbon dioxide is also used to decaffeinate coffee and to extract fragrances or essential oils, yet the Diamant process represents the first ever application of SFE to cork purification.
The success of this innovation has led Diam Bouchage to dramatically expand production, adding a new cork purification plant at its Céret headquarters to the two already existing in Spain. Using the Diamant process, this plant purifies an additional 3,600 tons of cork granules, upping Diam Bouchage’s overall capacity to two billion stoppers per year, or about 10% of worldwide cork closure production. A crucial aspect of developing the purification plant was to ensure that it integrates perfectly with subsequent steps performed at the site – from molding and shaping to marking, coating and finishing. For its solution, Diam Bouchage called on long-time partner Natex, an Austrian system integrator and plant builder specializing in SFE process implementation.
Flexible plant automation with APROL
From the APROL process control software to the X20 field-level control systems, Natex automated the entire plant with B&R technology. As a highly specialized company, Natex needed a flexible automation solution allowing fast process implementation for its customer. "Having equipped two smaller pilot plants with APROL in the past, we knew B&R systems would meet our flexibility and reliability needs for this large-scale project," explains Harald Huber, a Natex executive technician responsible for electrical engineering, instrumentation and control systems.
The APROL system implemented by Natex covers the whole SFE plant, comprising around 2,500 I/O points. It consists of three main operating stations with quad screening, one engineering station and two redundant runtime servers. Additionally, up to five remote operating stations can be connected via Diam Bouchage’s local network. "Feedback from our plant operators has been very positive regarding user friendliness," reports Huber. "They especially appreciate all the process analysis and logging features APROL provides, like TrendViewer, AuditTrail and ShiftLog, just to name a few."
Supercritical CO2 under control with 450 X20 modules
When a liquid is heated above its critical temperature and compressed above its critical pressure, it enters a supercritical state with unique, and very useful, properties. In this state – neither entirely gaseous nor entirely liquid – it is able to dissolve and selectively extract unwanted material. As the supercritical fluid for the Diamant process, carbon dioxide – a chemically inert and non-toxic gas, as well as a green solvent that leaves no residue – proved to be ideal.
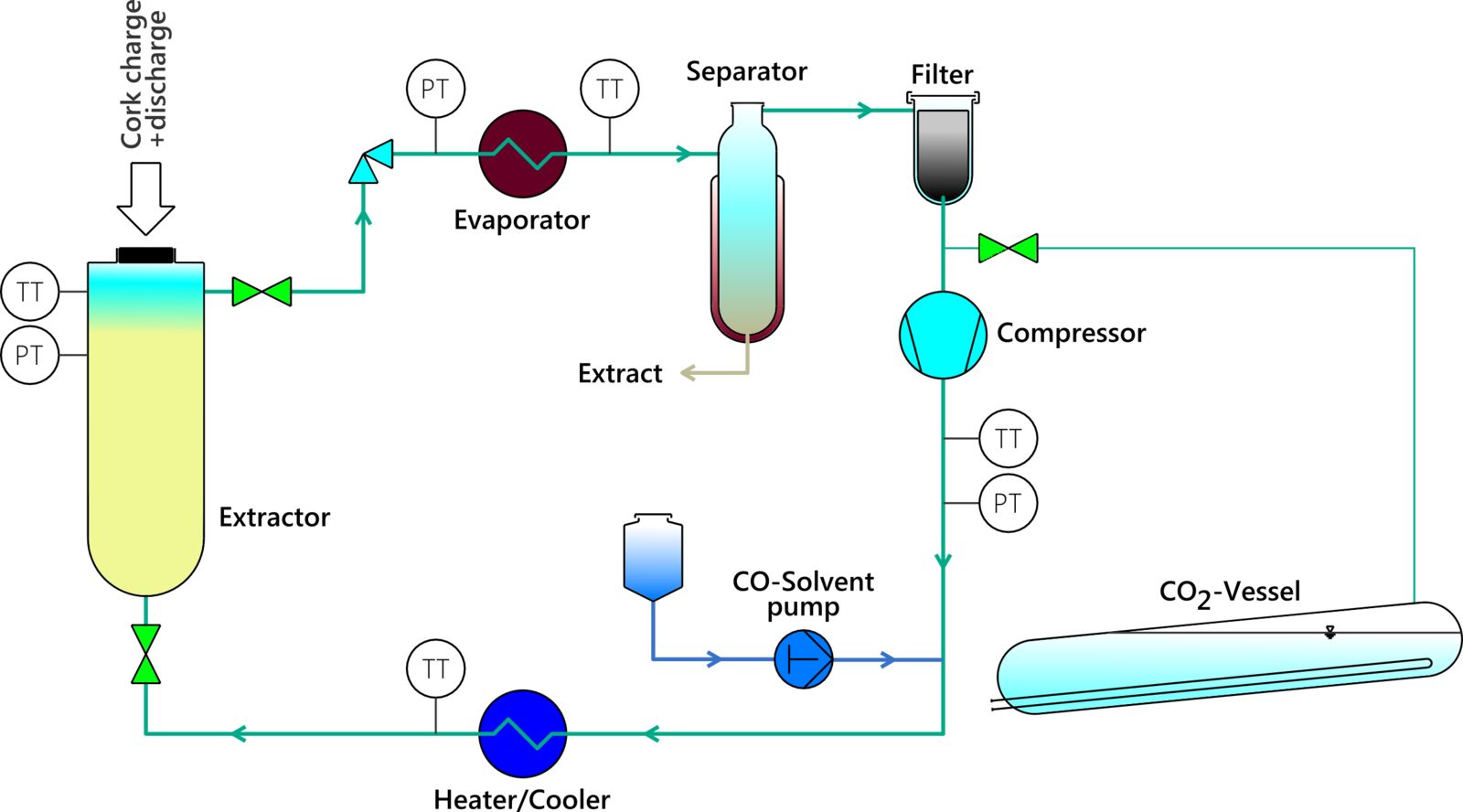
The SFE plant implemented by Natex encompasses three purification lines and one common line. The primary components of each purification line include a compressor, an extractor, a separator, a filter and heat exchangers. The common line, which interacts with all three purification lines, includes a tank for carbon dioxide storage and supply, a condenser, a pre-heater and the recovery compressor.
At a flow rate of several thousand kilograms per hour, carbon dioxide passes through the extractor, where it dissolves the undesirable contaminants from the cork. In the next step, the carbon dioxide is depressurized and evaporated, releasing the previously extracted contaminants into the separator. Once again clean and in gaseous form, the carbon dioxide passes through a filter to remove any remaining particulates – and the cycle starts again from the beginning.
As a high pressure batch process, Diamant purification requires accurate monitoring and control of process variables such as pressure, temperature and flow rate at various sections of the plant. The plant includes a total of 50 control valves and roughly 300 analog sensors. To collect the process data, Natex integrated four X20 controllers, one for each line, and 450 X20 I/O modules distributed across 32 POWERLINK network nodes.
Nearly all sensor signals are processed by X20 HART input modules. Temperature signals have their own X20 PT100 temperature module. Coupled with X20 HART output modules, control valves with electro-pneumatic positioners precisely control the working pressure, adding or removing carbon dioxide from the purification cycle as needed. HART data is transferred to the X20 controller via the real-time POWERLINK network and forwarded to the APROL operating stations.
Centralized and distributed – Control where it's needed
The DTM server in the X20 controller provides easy and full access to all HART field devices used in the plant, enabling better diagnostics and easy configuration. This permits high positioning precision in highly dynamic servo applications. In addition to the equipment controlled via POWERLINK, the APROL system also integrates the variable-speed drives used for the pumps and compressors, which are based on PROFIBUS DP.
For local operation and maintenance work, eleven of B&R's Power Panel T30 operator terminals are positioned around the plant. Besides offering distributed supervisory capabilities, they allow plant operators to perform a range of important tasks, such as opening and closing the high-pressure quick-acting closures or starting the subsystem that empties or fills each extractor with cork. They also assist the maintenance team in testing the compressors following service.

Harald Huber, Electrical Engineering, Instrumentation and Controls, Natex
"We always had close contact with B&R's development and support teams. In addition to that, we had quick and direct access to B&R for spare parts supply, which is a major advantage compared to other suppliers."
Fail-safe control for a high-pressure process
The Diamant process needs to be continuously operational for long periods of time. To satisfy the very high availability requirements, Natex took advantage of the many redundancy options offered by B&R systems. In addition to the redundant APROL runtime servers and redundant Ethernet-based process bus, the SFE plant builder was also able to implement a redundant control network using a POWERLINK bus in a ring topology. This solution not only maximizes the operational reliability of the plant, but also allows hot plugging in the control cabinet, which makes maintenance more efficient.
Because of the high pressures involved in the process, and in response to a HAZOP risk analysis, Natex made certain components compliant with SIL 2 – including the high-pressure quick-acting closures on the extractors. Among other measures, they ensured the extractor is pressureless and isolated from the rest of the plant before opening.
Natex implemented these and other safety functions using safe PLCs and safe I/O modules from B&R's X20 series, giving them the added advantages of integrated safety, such as reduced wiring and easier maintenance. They also relied on X20 NAMUR input modules and the X20 safe PLCs to connect the proximity switches needed for safety relevant valves.
