For plastics machinery to meet demands for ever greater flexibility, OEMs are having to invest more and more resources in the development of application software. One way to achieve substantial savings is the use of precoded software blocks. This modular approach leaves developers with more time to optimize the machine's main process.

Modern plastics machinery is capable of producing a variety of products without extensive mechanical changeover work. This is only possible because an increasing share of the functionality is being implemented in software form. Also, instead of separate software projects for each machine or series, a single software project can now simply be adjusted to the requirements of any given machine.
More flexibility
"More intensive use of software gives machines an enormous boost in flexibility," says Christoph Trappl, B&R's project manager for mapp Technology. At the same time, OEMs are confronted with a massive increase in the time and resources consumed by software development. And that's exactly where the concept of mapp's modular software blocks comes in.
"Software programmers spend a large portion of their time on basic functions, which – although essential – do not contribute to the machine's main process," says Trappl. These include things like recipe, alarm and user management systems, as well as audit trail functionality.
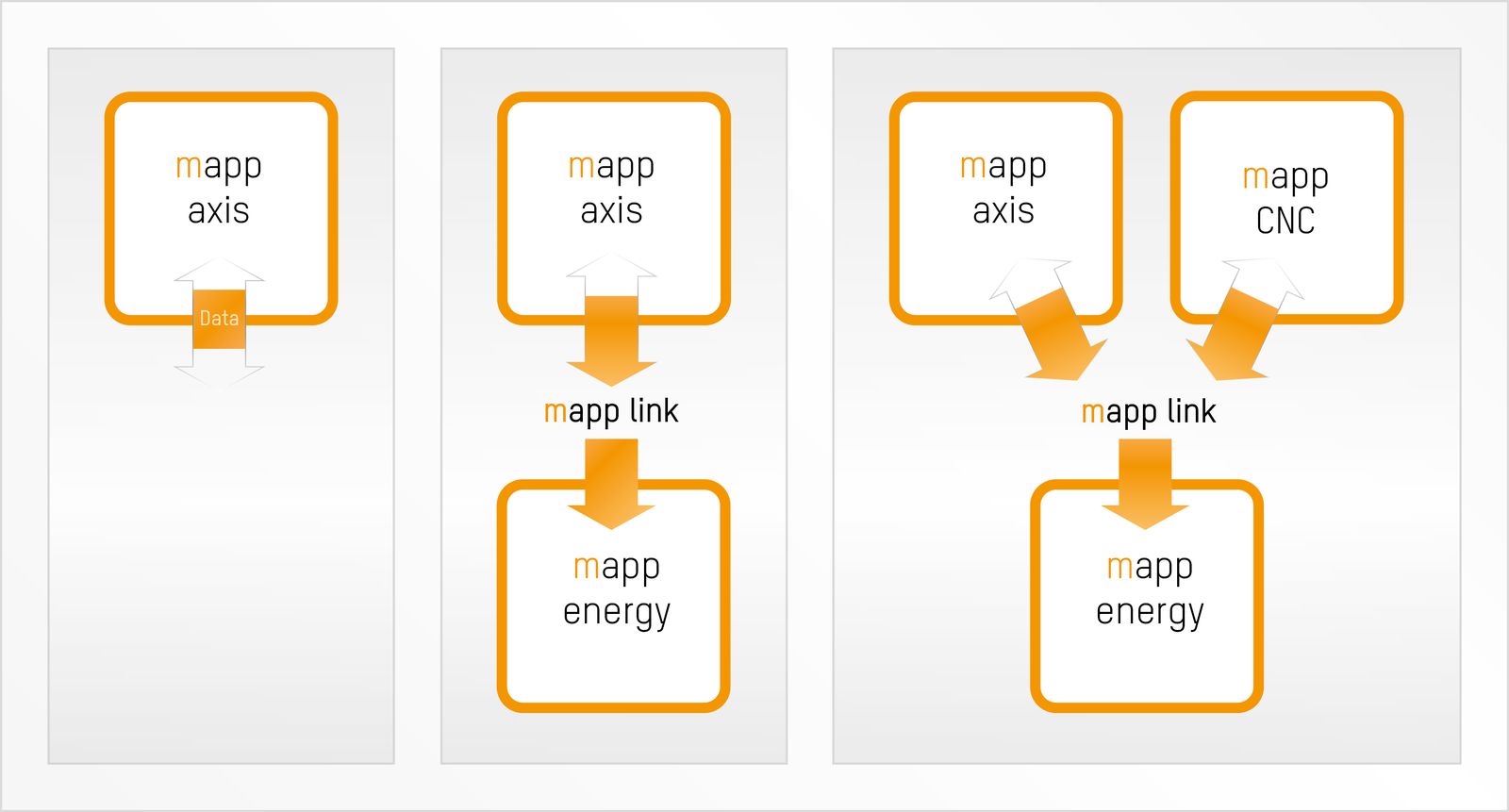
Automatic data exchange
For all these commonly recurring programming tasks, B&R offers modular software blocks that can be set up with a few clicks of the mouse. Known as mapp components, these precoded functions exchange data using mapp Links. The audit trail component, for example, automatically retrieves the information it needs from the user management component, without ever having to write a single line of code. These mapp functions simplify the creation of all types of machine software, allowing developers to concentrate on the machine's main process.
"With our specially developed mapp components for plastics machinery, the potential savings in this industry is even greater," says mapp project manager Michael Werner. "An injection molding machine is a perfect example."
An injection molding machine closes and opens its mold at least once each cycle. In a hydraulic machine, this movement is performed by a hydraulic cylinder. To control the position of the mold you need a position measurement system – in the case of a hydraulic axis, this is generally a potentiometer.
This sensor delivers an analog input signal that must be scaled, and then movement itself is controlled using two setpoint curves for speed and pressure. The values from these curves serve as the inputs for a pump or control valve.
Automation with minimal effort
"The code for this whole process can get pretty complex and time consuming," says Werner. "But mapp allows you to automate the task with minimal effort. One component handles the scaling of the input signal, while another uses predefined stages for speed, pressure and position to plot curves for the pressure and speed setpoints. Finally, a third component reads these curves and passes on the setpoints for the speed and pressure of the pump system.
The setpoints can either be passed to the hydraulic system via analog outputs or handled by a servo pump driven by a B&R ACOPOS servo drive. "There's a mapp component for each of these tasks as well," says Werner. For machine variants with other requirements – a different type of hydraulic system, for example – the respective mapp components can easily be switched out.
Easy exchange

The modularity of mapp components allows any link in the chain to be swapped out by another component from the mapp portfolio at any time. If an encoder is used for position measurement instead of a potentiometer, you can simply replace the input scaling component without having to make changes throughout the rest of the application. OEMs can also replace any mapp component with code they've developed in-house whenever they want.
Numerous other standard functions of injection molding machines can be implemented in the same way: from the actuation of an ejector or the rotation of a plastification extruder to the movement of an injection unit or even the injection process itself. "Using mapp components allows the customer to implement their machines' unique processes more quickly and easily."
Easy sequence control
For each of these applications, there is a specialized mapp component able to plot the setpoint curve for pressure, speed and more. In the case of injection molding, this includes switching from a speed curve during injection to a pressure curve in the dwell pressure phase.
Yet, for a machine to function, you need more than just motion control. You also need logic to control, coordinate and monitor the sequence of its operations. "Many machine owners also want to be able to modify these sequences," explains Werner.
With its sequencer component, mapp has an easy answer for this as well. The sequencer allows you to put together custom sequences out of a prepared set of commands. Each step executes exactly one command, which itself can be configured. Joined together, the steps form a sequence that is then executed by the controller. The user can easily configure and parameterize the steps to create highly customized sequences quickly and reliably.
HMI included
The control component works together seamlessly with a corresponding UI widget that allows the user to create and configure sequences directly on the HMI panel. Working together, the widget and the control component provide an easy way to program a machine's sequences and visualize their execution.
"Another standard requirement faced by plastics machinery OEMs is implementation of EUROMAP interfaces," notes Werner. Once again, there's a mapp component for that. "This is where you see one of mapp's biggest advantages," adds Christoph Trappl: "All ongoing development and maintenance of mapp components is handled by B&R." The impact this has on software maintenance costs is dramatic. "Not only that, but the OEM also doesn't have to worry about future updates to the EUROMAP standard. When the times comes, they can rest assured that we will update the respective mapp component."
Universally applicable
Injection presses aren't the only type of machine that can be developed a whole lot faster with mapp. A blow molding press, for instance, also needs a configurable sequence control solution. In these applications, the sequence can vary greatly from machine to machine depending on what options are installed and what kind of item is being produced. With its freely programmable commands, the mapp sequence control solution is able to handle the requirements of any type of machine.
"And, of course, the task of generating a setpoint curve for a clamping unit or ejector is not limited to injection molding alone," emphasizes Werner. It could just as easily be used for the clamp or ejector on a blow molding machine. Standard requirements that are nevertheless machine specific – such as wall thickness control – can also be solved using mapp.

Christoph Trappl, Product Manager - mapp Technology, B&R
"A vast array of software solutions for the plastics industry can be developed faster and easier using mapp Technology."